عملیات انشعاب گیری خط لوله زنده و فعال از جمله فرایندهای رایج در مجتمع های صنعتی است که با استفاده از تکنولوژی خاص دستگاه هات تپ انجام می شود. دستگاه هات تپ یک ابزار بسیار کارآمد برای انشعاب گیری روی خط زنده محسوب می شود که با مکانیزم فنی خاص خود باعث می شود انشعاب گیری روی لوله ای که دارای سیال است بدون کوچک ترین نشتی و برون ریز سیال انجام شود. عملیات انشعاب گرم از جمله فرایندهایی است که به صاحبان فرایندهای برنامه ریزی و مدیریت مجتمع های صنعتی اجازه می دهد بدون کوچک ترین تداخل امور و تأخیر و وقفه در فرایندهای جاری، از خطوط لوله انشعاب به سایز مورد دلخواه و مورد نیاز مجتمع بگیرند.
مکانیزم کار دستگاه هات تپ به این شرح است که این ابزار روی اتصالات دائمی نصب شده روی لوله شامل نازل سه شاخه و ولو قرار می گیرد. این دستگاه دارای یک کاتر گردبر است که پس از اتصال و روشن دستگاه موتور محرک، حرکت خود را آغاز می کند و با عبور از کانال اتصالات دائمی مذکور به لوله اصلی رسیده و ضمن حرکت دورانی و پیشروی هم زمان، فرایند برش را به انجام می رساند.

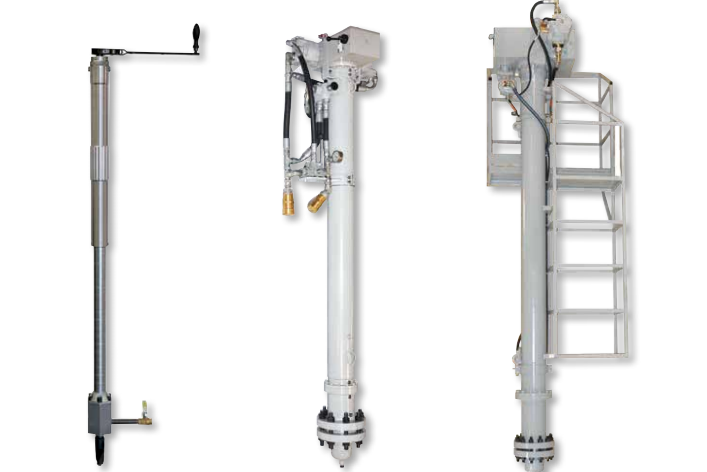
دستگاه هات تپ
دستگاه هات تپ شامل اجزا و قطعات زیر می باشد که در کنار یکدیگر فرایند برش گرم لوله را به پیش می برند. اصلی ترین قطعات و کارکرد هر یک از آن ها به شرح زیر می باشد:
- مته راهنما: اولین درگیری دستگاه هات تپ با لوله ای که باید بریده شود توسط مته راهنما به وقوع می پیوندد. ضمن پیشروی دستگاه، مته راهنما با لوله درگیر شده و ضمن حرکت دورانی خود لوله را به قطر خود سوراخ می کند. با این فرایند مته راهنما درون لوله تثبیت می شود و به این ترتیب باعث می شود کاتر گردبری که پس از مته به جهت برش لوله با آن درگیر می شود نیز در حرکت دورانی و فرایند برش گرم خود دچار اعوجاج و نوسان ضمن درگیری نشود. مته راهنما باید مجهز به سر الماسه داری باشد که توان سوراخ کردن لوله را داشته باشد. در خصوص جنس الماسه باید ابتدا نسبت به جنس و ضخامت لوله اطلاعات لازم را حاصل کرد و سپس بر حسب آن الماسه ای را برگزید که مقاومت کافی در برابر لوله را حین برش داشته باشد.
- کاتر گردبر دستگاه هات تپ که فرایند اصلی یعنی برش گرم لوله به سایز انشعابی که در نظر داریم را به انجام می رساند. در فرایند آماده سازی ابتدا کاتر هم سایز با سایز انشعابی که در نظر داریم را انتخاب کرده و سپس با بستن آن روی دستگاه مجموعه را برای برش گرم آماده می کنیم. کاتر نیز همچون مته راهنما دارای الماسه های برش متناسب با جنس و ضخامت لوله می باشد. فرایند پیشروی کاتر تا زمانی ادامه می یابد که بخشی که می خواهیم از لوله سوراخ کنیم را تا انتها طی کند و آن را کاملاً از لوله جدا سازد. این بخش بریده شده کوپن لوله نام دارد که به پین های نصب شده روی مته راهنما گیر کرده و از طریق آن پس از اتمام برش گرم و عقب نشینی دستگاه از مجموعه خارج می شود.
- آداپتور و ابزارهای نگهدارنده کاتر شامل هولدر کاتر. آداپتورهای دستگاه هات تپ دارای سر فلنج داری هستند که دستگاه هات تپ از طریق شان دستگاه روی ولو نصب می شود. کاتر گرد بر درون آداپتور قرار می گیرد و از طریق هولدرها به شفت نصب می شود. آداپتورها نیز متناسب کلاش فشار و سیاز انشعاب انتخاب می شوند. برای مثال جهت انجام عملیات هات تپ ۳۰ اینچ کلاس ۳۰۰ باید آداپتوری را برگزید که سایز آن ۳۰ اینچ بوده و فلنج آن کلاس ۳۰۰ باشد. همگنی و هم نوایی میان فلنج ها و اتصالات امری بسیار ضروری است. اتصالات عملیات هات تپ شامل نازل، ولو و دستگاه هات تپ می باشند که از طریق آداپتور روی ولو نصب می شود. کلاس فشار و سایز هر سه این اتصالات باید متناسب با کلاس فشار خط لوله اصلی باشد تا فشار سیال را تحمل کنند و فلنج های شان با هم متقارن باشند و حین نصب روی هم سوار شوند.
- شفت: بخشی از دستگاه هات تپ است که وظیفه انتقال حرکت های دورانی و پیشروی را به کاتر ایفا می کند. شفت یک میله به طول سرتاسر دستگاه هات تپ است که دارای یک گیربکس دریافت کننده نیروی هیدورلیکی و تنظیم کننده این نیرو به جرکت دورانی است. بنابراین حرکت دورانی از طریق انتقال نیروی موتور محرک به گیربکس و تبدیل آن به حرکت دورانی در شفت ایجاد می شود. پیشروی نیز به صورت دستی از طریق اپراتور اجرای هات تپ انجام می شود. هر دو حرکت از طریق شفت به کاتر منتقل شده و به این ترتیب دستگاه ضمن چرخش پیشروی می کند و فرایند برش را به انجام می رساند.
اجزاء فوق اجزای اصلی دستگاه هات تپ را شامل می شوند. این دستگاه دارای حساسیت های بالایی است و یک مجری متبحر عملیات برش گرم، ضمن استفاده درست از این دستگاه باید فرایندهای مربوط به نگهداری و تعمیرات پیشگیرانه آن را نیز به دقت اجرا کند تا دوام عملکردی دستگاه بالا رود و عمر مفید آن افزایش یابد. فرایندهای مربوط به نگهداری دستگاه باید به صورت دستورالعمل مشخص تدوین شده و در اختیار اپراتورها قرار گیرد تا ازخوردگی و فرسودگی دستگاه ممانعت شود. هر یک از این اجزا شامل کاتر، آداپتور، شفت و گیربکس در مرور زمان به دلیل نگهداری نامناسب به سرعت فرسوده می شوند و باعث بروز آسیب روی دستگاه هات تپ می شوند. برای مثال نگهداری دستگاه هات تپ در فضای باز یا در انبارهای مرطوب و نم دار طبیعی است که اجزا و قطعات آن را دچار زنگ زدگی و خوردگی می کند. کاتر دستگاه باید رنگ آمیزی شده و در محیطی مسقف و عاری از رطوبت نگهداری شود. پس از اتمام هر عملیات الماسه های آن باید به درستی نگهداری شوند. روال در خصوص مته راهنما نیز به همین منوال است. درون دستگاه هات تپ باید از طریق گازوئیل یا موادی از این دست پر شود تا شفت و سایر اجزا حرکت روان و کم اصطکاک خود را حفظ نمایند.

برش گرم توسط دستگاه هات تپ
اتخاد این دست راهکارها می تواند بسیار راهگشا باشد. مجری عملیات هات تپ نه تنها باید نسبت به روند اجرایی کار برش گرم اشراف و تبحر داشته باشد، بلکه می بایست دستگاه و اجزا و عناصر آن را نیز به خوبی بشناسد، در صورت بروز ایراد سریعا ایرادیابی کند و الزاماتی که هر جزء از این دستگاه جهت نگهداری لازم دارد را رعایت کند.