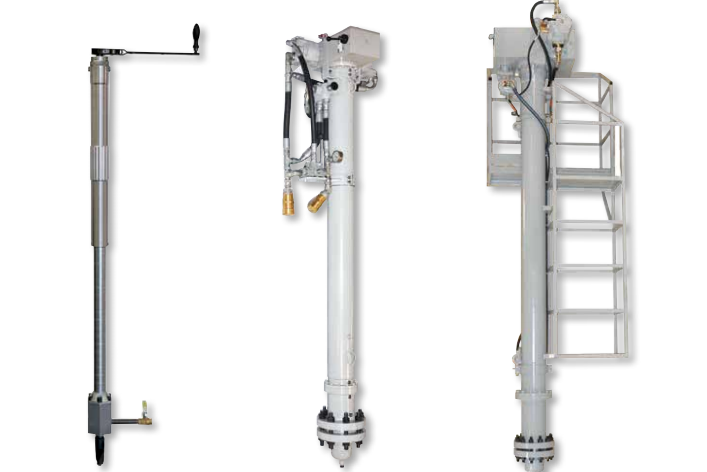
سوراخ کاری یکی دیگر از اعمالی است که در محل کارگاه هات تپ و در ساخت دستگاه هات تپ به کار می رود. دستگاه هات تپ مهم ترین نقش را در کل پروژه های هات تپ ایفا می کند. این دستگاه از اجزای مختلفی تشکیل شده است. تمامی این اجزا وظیفه ی خاصی را در کل مجموعه ی دستگاه هات تپ اجرا می کنند تا در نهایت و با همکاری یکدیگر بتوانند برشی را به شکل صحیح و بدون نقص بر روی لوله ایجاد کنند. در عملیات هات تپ خطوط لوله ای که دارای جریان هستند توسط دستگاه هات تپ برش می خورند. این برش به منظور انشعاب گیری از این لوله ها انجام می شود. در عملیات هات تپ با استفاده از اتصالات، شیرهای صنعتی و دستگاه هات تپ، از خطوط لوله ی تحت فشار انشعاب تهیه می شود. برش بر روی لوله توسط دستگاه هات تپ انجام می شود. در هر کدام از پروژه های هات تپ سایز لوله ی اصلی و انشعابی متغیر خواهد بود. معمولاً انواع عملیات هات تپ را با ذکر نام مکان عملیات و پس از آن سایز خطوط لوله ی اصلی و انشعابی، نامگذاری می کنند. به طور مثال، هات تپ فولاد خوزستان ۱۶ در ۱۲٫ نام گذاری این عملیات نشان می دهد که محل انشعاب گیری گرم ما در مجتمع فولاد خوزستان اجرا شده که در آن سایز لوله ی اصلی ۱۶ اینچ و سایز لوله ی انشعابی ۱۲ اینچ بوده است.

سوراخ کاری آداپتور دستگاه هات تپ
سوراخ کاری در کارگاه هات تپ
همان طور که در بالا توضح دادیم، در هر عملیات هات تپ سایز لوله های اصلی و انشعابی متغیر است. می توان گفت در صد در صد مواقع سایز لوله ی انشعابی از لوله ی اصلی کوچک تر بوده است. سایر لوله ی انشعابی را بنابر فشار سیال درون لوله و میزان بهره برداری لازم از خط لوله ی انشعابی، تعیین می کنند. برشی که بر روی خط لوله و توسط دستگاه هات تپ ایجاد می شود متناسب با سایز یا اینچ لوله ی انشعابی است. بنابراین اجزای برشی دستگاه هات تپ باید با این سایز همخوانی داشته باشند. پس زمانی که مقدار اینچ لوله ی فرعی به پیمانکار اطلاع داده می شود، پیمانکار باید مشخص کند که آیا کاتر و اجزای برشی هم سایز با اینچ لوله ی فرعی را در محل کارگاه خود دارد یا خیر. در صورتی که کاتر، آداپتور و مته راهنمایی که اجزای برشی دستگاه هات تپ هستند، در کارگاه هات تپ وجود داشته باشد همان اجزا را به هولدر دستگاه هات تپ متصل می کنند. در غیر اینصورت باید اجزای برشی جدید همگون با سایز مورد نظر کارفرما ساخته شود.
در این وضعیت باید آداپتور، کاتر، الماسه و مته راهنمای جدید را ساخته و سرهم بندی کنیم.
در محل کارگاه هات تپ با استفاده از عملیات تراشکاری آداپتور دستگاه را می سازند. آداپتور محفظه ای است که کاتر و مته راهنما را درون خود جای می دهد.
آداپتور را در قسمت فوقانی و با استفاده از سوراخ کاری، حفره دار می کنند تا آداپتور و اجزای متصل به آن بتوانند به هولدر یا نگهدارنده ای که این اجزا را به شفت مرتبط می کند وصل شوند. در سوراخ کاری آداپتور، تعداد سوراخ ها را بسته به میزان استحکام مورد نیاز برای اتصال این اجزا به هولدر کاتر مشخص می کنند.
سوارخ کاری بر روی محفظه ی نگهدارنده ی کاتر یا هولدر کاتر با استفاده از دستگاه CNC سوراخ کاری انجام می شود.
دستگاه CNC سوارخ کاری
این دستگاه به صورت پرتابل بر روی قطعه ی پایه وصل می شود. برای سوراخ کاری آداپتور در این منظر، دستگاه سوراخ کاری را بر روی بدنه ی آداپتور که قبلا به وسیله ی تراشکاری و فرزکاری ساخته شده، نصب می کنند. سپس در مرکز آن سوارخ های متعددی را با استفاده از این دستگاه ایجاد می کنند. تعدد این سوراخ ها گاهی به ده سوراخ نیز می رسد. این سوراخ ها با استفاده از پیچ و مهره های قطور به هولدر کاتر وصل می شوند و هولدر ارتباط این اجزا را با شفت تکمیل می کند تا در صورت پیشروی شفت به جلو حرکت کرده و در صورت عقب رفت آن به عقب بازگردند. پس از سوراخ کاری آداپتور کاتر و الماسه های متصل به آن و سپس مته راهنما نیز در مرکز آداپتور قرار می گیرند و دستگاه هات تپ سرهم بندی خواهد شد. به این ترتیب یک دستگاه هات تپ جدید متناسب با عملیات و سایز خطوط لوله ی انشعابی، ساخته خواهد شد.