رنگ آمیزی سطح فلزات به منظور جلوگیری از پوسیدگی و زنگ زدگی آن ها انجام می شود. در صورتی که قطعات یا سازه های آهنی و یا فولادی داشته باشیم باید پردازش هایی را بر روی سطح آن ها انجام دهیم تا به راحتی دچار پوسیدگی نشوند. اکسیژن موجود در هوا می تواند بر روی سطح فلزاتی مثل آهن تأثیر بگذارد. این تأثیر در ابتدا به صورتی است که سطح فلز اندکی کدر می شود و جلای خود را از دست می دهد اما پس از اینکه میزان اکسیداسیون افزایش یافت سطح فلز به رنگ زرد گرایش پیدا می کند و اکسید آهن زرد رنگ تمام سطح فلز را می پوشاند. اکسیداسیون فلزات موجب خوردگی سطح آن ها می شود و می تواند پس از چندی قطعات فلزی را به قطعاتی ناکارآمد تبدیل کند.
رنگ آمیزی سطح اسپلیت تی
رنگ آمیزی سطح فلزات
پیش از اینکه سطح فلزات را رنگ آمیزی کنیم باید سطح آن ها برای پذیرفتن رنگ آماده کنیم. به این منظور باید ابتدا سطح فلز را با استفاده پاک کننده های مکانیکی و شیمیایی و یا ترکیبی از هر دو تمیز کنیم.
با استفاده از این پاک کننده ها، آلاینده ها و مواردی را که مانع از چسبیدن رنگ به سطح فلز می شوند از سطح آن می زداییم.
این آلاینده ها شامل چربی، توده های روغنی، گریس، تراشه، برش های فلزی و توده های جوش هستند.
برای رنگ آمیزی سطح فلزات بهتر است از رنگ های آلکیدی استفاده کنیم. این رنگ ها به شکل مؤثرتری بر سطح فلز می نشینند و در مدت زمان ۲۴ ساعت خشک می شوند.
بسته به نوع فلزی که قصد رنگ آمیزی سطح آن را داریم و همچنین میزان طول عمری که برای آن در نظر گرفته ایم باید پردازش را با سطح های مختلفی بر روی سطح فلز انجام دهیم.
رنگ آمیزی سطح اسپلیت تی
عملیات هات تپ عملیاتی است که طی آن از خطوط لوله و مخازن تحت فشار انشعاب تهیه می شود. انشعاب گیری به روش هات تپ مزیت هایی از جمله صرفه جویی در زمان، هزینه و انرژی را به دنبال خواهد داشت. در این عملیات اتصالاتی بر روی خط لوله نصب می شود و بر روی آن ها شیر صنعتی بسته می شود. این دو جزء ضروری هات تپ، در کنار یکدیگر از نشت و هدر رفت سیال پس از ایجاد برش بر روی لوله جلوگیری می کنند. برش روی لوله نیز توسط دستگاه هات تپ ایجاد خواهد شد.
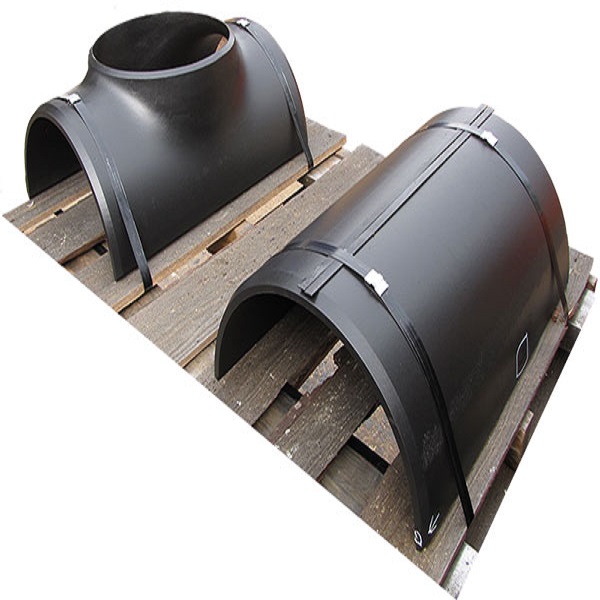
اسپلیت تی یکی از اتصالات خط لوله است که در عملیات هات تپ مورد استفاده قرار می گیرد. اتصالاتی که در هات تپ استفاده می شوند پس از نصب بر روی خط لوله، از روی لوله جدا نمی شوند و مادامی که از یک خط لوله ی انشعابی بهره برداری می کنیم باید این اتصالات بر روی خط لوله باقی بمانند. بنابراین طول عمر اسپلیت تی باید بالا باشد تا بتواند پاسخگوی استحکام مورد نیاز در محل انشعاب باشد.
اتصالات محل برش هات تپی را نشت گیری می کنند و موجب می شوند تا بعد از ایجاد برش بر روی لوله ی تحت فشار، سیال به بیرون راه نیابد.
اسپلیت را پس از اینکه در کارگاه می سازند وارد مرحله ی پردازش می کنند. در پردازش سطح اسپلیت تی از فرچه سیمی استفاده می کنیم. با استفاده از فرچه سیمی تمامی توده ها و ناهمواری های سطح فلز را از بین می بریم. سپس سازه را به کارواش های مخصوص انتقال می دهیم و در آنجا از عملیات سندبلاست و واترجت تمیزکاری مکانیکی سطح را انجام می دهیم.
پیش از اینکه اقدام به رنگ آمیزی سطح اسپلیت تی کنیم از محلول ضد زنگ یا موم های اپوکسی برای جلوگیری از تماس هوا با سطح فلز استفاده می کنیم و پس از آن با رنگ های مخصوص رنگ آمیزی سطح فلزات یا رنگ های الکیدی رنگ آمیزی اسپلیت تی را به پایان می رسانیم.